Yüzey İşlem Nedir?
Yüzey işlem tüm toz ve yaş boya kaplamalarının verimliliğini arttırmak için uygulanır. Doğru yapılan yüzey işlem sonucunda korozyon direnci ve boyanın yapışma kabiliyeti artar. Kaplamadaki korozyon ve blisterlenme gibi problemler ön hazırlığın yanlış uygulanmasından kaynaklanır. Yüzey işlem genellikle son kaplamadan daha fazla önem taşır.
Uygulanan boya sistemi ne kadar iyi olursa olsun yüzeydeki yabancı maddeler (yağ, pas, gres, oksit tabakası vs.) tamamen temizlenerek boya ile yüzey arasında tam bir temas sağlanmadıkça boyadan uzun süreli bir koruyuculuk beklenmemelidir. Çünkü uygulanacak boya ile yüzey arasında kalacak olan yabancı maddeler boyadan beklenen yapışma, sertlik, parlaklık, direnç gibi ana özellikleri olumsuz yönde etkiler.
Sayfa İçeriği
- Yüzey İşlemin Avantajları Nelerdir?
- Yağ Alma Neden Uygulanır?
- Fosfatlama Nedir?
- Kromatlama Nedir?
- Pasivasyon Neden Kullanılır?
- Vibrasyon Kimyasalları ve Uygulamaları
- Taşlama Kimyasalları ve Uygulamaları
- Boya Sökücüler ve Uygulamaları
- Pas Sökücüler ve Uygulamaları
- Asit İnhibitörleri ve Uygulamaları

Yüzey İşlemin Avantajları Nelerdir?
- Yüzey her türlü yağ, pas ve kirden temizlenir.
- Yapılan kaplama sayesinde yüzeyde pürüzlülük oluşur, yüzey alan artar ve boyanın iyi bir şekilde yapışması için gereken şartlar sağlanmış olur.
- Boya filminde çeşitli nedenlerle oluşabilecek küçük çizilme ve bozulmalar sonucu zayıf noktadan başlayıp boya altında devam edebilecek paslanma engellenir.
- Metal şekillenmeye uygun hale gelir.
- Vaks ve pas önleyici yağlarla korozyon direnci artar.
- Hareketli parçalar için koruma direnci ve kaydırıcılık artar.
- Metal ile kaplama arasında ısısal genleşmeden dolayı oluşan ani değişiklikler minimuma iner.
Yağ Alma Neden Uygulanır?
Yağ alma işlemi yüzey işlem prosesinin ilk ve en önemli safhasıdır. Metal üzerinde hava ile reaksiyonu kesmesi için kullanılan yağlar bulunur. Bu yağların görevi havadaki oksijeniyle teması kesip metalin paslanmasını engellemektir. Aynı yağlar, fosfatlama ve kromatlama işleminin yapılmasını imkansız hale getirir. Bu yüzden malzeme yağ, kir ve pastan arındırılmış bir hale getirilmelidir.
Metal işleme ve boya sektöründe yağ, sacların korozyondan korunmasını ve işleme esnasında kaydırıcılık sağlayarak metalin kolay işlenmesini sağlar. Hemen hemen her türlü metalin üzerinde az veya çok miktarda yağ bulunur. Genelde mineral yağ şeklinde olmasına rağmen hayvansal yağlar da bulunabilir.

Elektrostatik toz veya yaş boya yapılacak parçalar üzerinde yağ olmamalıdır. Metal yüzeyinden yağ tam anlamı ile alınmaz ise yüzey işlem uygulamaları başarılı bir şekilde uygulanamaz. Ayrıca metal üzerindeki yağ, toz boyada 200°C lik fırınlarda pişerken genleşerek dışarı çıkar ve gözenekler halinde boyanın üstüne çıkar. Boyanın sararması, renk farklılıkları ve yapışma problemleri yağlı metalden kaynaklanabilir. Bu nedenle metal tamamen yağdan temizlendikten sonra kromat kaplama veya fosfatlama işlemine girmelidir.
Yağ alma işlemi hem kimyasal hem de uygulama yönünden farklılıklar gösterebilir. Asidik, alkali ve nötr yağ alma kimyasalları kullanılabilir. Püskürtme, daldırma, ultrasonik ve elle silme gibi yöntemler başlıca uygulama çeşitleridir. Hangi yöntem ve hangi kimyasalın kullanılacağı metalin özelliğine ve işletme şartlarına göre belirlenebilir. Demir fosfatlama, çinko fosfat kaplama, mangan fosfat ve kromat kaplama banyoları öncesi kullanımları uygundur.
Alkali Yağ Alma
Alkali yağ alma kimyasalları sıcak ortamda kullanılır. 60-95°C arasındaki sıcaklık, 5-10 dakikalık işlem süresi, %3-10 konsantrasyon yağ alma işlemi için yeterli olur.
Asidik Yağ Alma
Asidik yağ alma soğuk ortamda çalışabildiği gibi sıcak olarak çalışırsa verimi artacaktır. Bu tip yağ almalar metalin yağını alındığı gibi aynı zamanda pas ve tufalını da alacaktır.
Nötr Yağ Alma
Nötr yağ almalar genelde sprey demir fosfatlama banyolarında kullanılır. Düşük konsantrasyonda demir fosfat çalışma sıcaklığında uygulama yapılabilir. Püskürtme banyolar daldırma banyolara göre basınçlı yıkama yaptığı için metali temizleme özellikleri yüksektir. 1,4-2,0 bar basınçta çalışan püskürtme banyolar işletmeye süre ve konsantrasyon avantajı sağlar. Negatif tarafı ise ilk yatırım maliyetinin yüksek olmasıdır.
Ultrasonik Yağ Alma
Ultrasonik yağ alma banyoları ses titreşimi ile çalışır. Ses titreşimi ile parçalara ve kimyasala hareket vererek yağın daha rahat temizlenmesini sağlar.
Yağ alma banyolarında dikkat edilmesi gereken önemli parametreler sıcaklık, süre, toplam alkalite, toplam asit, konsantrasyon ve basınçtır.
Bir parçanın üzerinde yağ kalıp kalmadığı en kolay durulama banyosunda anlaşılır. Durulanmış parçanın üzerinde su tanecikleri belirgin olarak
kalıyorsa metalin yağı tamamen alınmamış demektir.
Fosfatlama Nedir?
Fosfat kaplama bir metal ile bir kimyasal çözeltinin reaksiyonu sonucunda oluşur. Fosfat tabakası, fosfat kaplama ürününün özelliğine göre, yüzeydeki çözünmez demir, çinko veya mangan fosfat yapısıdır.
Fosfat kaplama reaksiyonu metal yüzeyin fosforik asit ile çözünmesi ile birlikte asit-baz reaksiyonu olarak kabul edilir. Bu sırada pH bölgesel artışı gözlenir. Metalik fosfat metal üzerinde çözünmez bir hal alır ve metalik renkli bir yapı oluşturur.
Demir fosfat, çinko fosfat ve mangan fosfat olarak üç şekilde uygulanabilir. Boya altı uygulaması olarak, soğuk çekim işlemleri için yada koruyucu yağlar öncesinde kullanılabilir. Demir, çelik ve bazı durumlarda da alüminyum ve çinko yüzeyleri kaplamak içinde kullanılabilir. Daldırma ve sprey kullanımı yaygındır. Sıcaklık, konsantrasyon, zaman, pH ve toplam-serbest asit dikkat edilmesi gereken noktalardır. Fosfatlama türü ve proses yapısına göre 35-98ºC sıcaklıkta 5-10 dakika ve %3-20 konsantrasyonlarda yapılabilir. Genelde bir metal fosforik asitle reaksiyona girerse, fosfat kaplanabileceği anlamı çıkartılabilir.
Demir Fosfat ve Uygulamaları
Demir fosfatlama, yüksek korozyon direnci gerektirmeyen parçalar için sprey, daldırma, fırçalama ya da silme yöntemleri ile uygulanır. Çinko fosfat kaplamaya göre yatırım maliyeti düşük, hattın banyo sayısı daha azdır. Genel olarak demir fosfatlama iç ortamda, güneş ve yağmur gibi şartlardan etkilenmeyecek parçalar için kullanılır. Demir, çelik ve galvaniz kaplı metaller için demir fosfat uygun bir kaplama yöntemidir.
Demir fosfat kaplama, metal yüzeyinde 0,2 - 1,0 gr/m² aralığında bir kaplama oluşturur. Metalin yüzeyinde mavi den başlayarak sarı, kızıl, gri gibi renk tonlarında kaplama yapar. Renk farklılıklarının sebebi metal türü, işlem süresi, kimyasalın içeriği ve banyo konsantrasyonu olabilir. İşlem sıcaklıkları çok yüksek değildir. Banyo sıcaklığı ürün ve kullanım yöntemine göre 40- 65ºC arasında değişebilir. Banyo pH sı 3,5 - 6,0 arasında olması idealdir. Düşük pH larda daha hızlı ve agresif bir kaplama, yüksek pH larda daha yumuşak bir kaplama oluşur. Eğer metalin üzerin de uygun bir kaplama meydana gelmemiş ise pasivasyon ve kurutma işlemlerinde problemler ortaya çıkabilir. Bu nedenle ürün prospektüsündeki kullanım şartlarına uyulmalıdır. Demir fosfatlamanın boya altında yüksek koruyuculuğu vardır ancak kendi başına yüksek bir korozyon direnci sağlamaz. Bu nedenle demir fosfat kaplanan parça vakit kaybetmeden hızlı bir şekilde kurutulmalı ve boyama işlemine girmelidir. Uzun süre boyanmadan bekleyen parçalarda belli bir süre sonra pas oluşabilir.
Demir fosfat kullanımında amaç boyanın yapışmasını kolaylaştırmaktır. Oluşan kaplama sonucu boya yüzeye çok daha iyi tutunur. Yüzeye sıkıca tutunan boyanın darbelere karşı direnci üst seviyeye çıkar. Ayrıca demir fosfat kaplama, metal ile boya arasında tampon görevi üstlenir. İç ve dış sıcaklık farklılıklarından kaynaklanan boya deformasyonunu en aza indirir. Boyanan parçalar taşıma esnasında veya daha sonradan darbe aldığında boya zedelenebilir. Demir fosfat kaplama boya altından ilerleyecek oksitlenmenin hızını azaltır.
Çinko Fosfat ve Uygulamaları
Çinko fosfat genelde uzun süreli korozyon ve darbe direnci gerektiren metal parçalar için kullanılır. Dış ortamda kullanılacak boyalı parçalar için tercih edilir. Otomotiv sektöründe, tel çekme ve boru çekme işlemlerinde ve binlerce çeşit metal parça için koyucu yağ öncesi çinko fosfat kullanımı mevcuttur. Demir, çelik ve galvaniz kaplı parçalar için uygun bir kaplama yöntemidir.
- Boya Altı Çinko Fosfat Uygulamaları >>>
- Tel Çekme Öncesi Çinko Fosfat Uygulamaları >>>
- Boru Çekme Öncesi Çinko Fosfat Uygulamaları >>>
- Ağır Çinko Fosfat Uygulamaları >>>
Çinko fosfatlama metal üzerine krital yapıda bir kaplama oluşturur. Kullanılan ürüne göre çinko fosfat kaplama ağırlığı 2 - 35 g/m² aralığında değişebilirdir. Boya altı için uygun olan çinko fosfat kaplama ağırlığı 2 - 5 g/m² dir. Yüksek kristalli ve kalınlıktaki kaplama boya altı için uygun değildir. Tel çekme ve boru çekme hatlarında kullanılan çinko fosfat kaplama ağırlıkları 7 - 15 g/m² seviyesindedir. Daha düşük kaplama hadde ve kalıpların zorlanmasına neden olduğu için tavsiye edilmez. 20 - 35 g/m² seviyesindeki çinko fosfat kaplama ise koruyucu yağ öncesi kullanılır. Amaç koruyucu yağın çinko fosfat kristalleri arasına girerek uzun süreli korozyon direnci sağlamasıdır.
Çinko fosfatlama prosesi daldırma veya püskürtme hatlarda kullanılabilir. Fosfat kaplama hattının önünde mutlaka alkali veya asidik yağ alma olmalıdır. Yağlı ve paslı metalin çinko fosfat kaplanması uygun olmaz. Çinko fosfat kristallerinin ince ve homojen olması için ise fosfat banyosu öncesinde aktivasyon uygulaması gereklidir. Demir fosfatlama prosesine göre daha karmaşık ve detaylıdır. Dikkat edilmesi gereken parametreler; toplam asit, fosfat noktası, serbest asit, sıcaklık, süre, demir noktası ve hızlandırıcı noktasıdır.
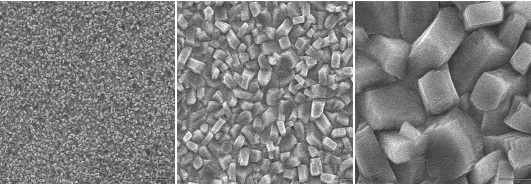
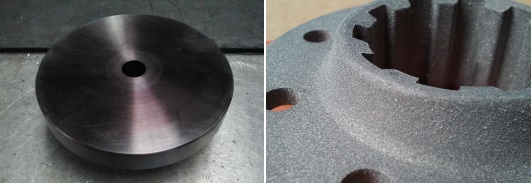
Mangan Fosfat ve Uygulamaları
Mangan fosfat kaplama metal sektöründe genelde yağlı ortamda çalışan hareketli parçaların kaplamasında kullanılır. Kaplanan parçalar koruyucu yağı bünyesine alarak uzun süre tutar, yüksek sıcaklık ve basınca dayanıklı hale gelir. Metal parçaların sürtünme kaynaklı aşınmaları engellenmiş olur. Silah sanayi, otomotiv, dişli ve makine imalat işlerinde kullanımı oldukça yaygındır.
Mangan fosfatlama; demir, çelik ve döküm parçalar için daldırma yöntemiyle uygulanan bir kaplama türüdür. Çinko fosfat kaplamalara kıyasla daha koyu görünümde bir kaplama elde edilir. Kaplama ağırlığı genellikle 10 - 20 gr/m² seviyesindedir.
Mangan Fosfat Kaplama Görüntüsü - 1 >>>
Mangan Fosfat Kaplama Görüntüsü - 2 >>>
Mangan Fosfat Kaplama Görüntüsü - 3 >>>
Kromatlama Nedir?
Demir ve çelik malzemeler üzerine uygulanan fosfat işleminin benzeri alüminyum için kromatlama olarak adlandırılır. Sarı, yeşil ve şeffaf renkte kromat kaplamak mümkündür. Sarı kromat Cr+6, yeşil ve şeffaf kromat Cr+3 olarak kaplama yapar. Kaplama ağırlığı süre ve türe göre 0,4 – 1,5 g/m² arasında olabilir.
Metal malzemenin üzerinde yağ ve diğer kirliliklerin olmaması ve uygun şekilde aşındırılmış olması kromatlama işlemi öncesi büyük önem taşır. Sıcak yağ alma kullanılırsa aşındırmak için seyreltik kostik banyosu ve ardından asidik aşındırma kullanılabilir. Asidik yağ alma kullanılacaksa aynı banyoda yağ alma ve aşındırma işlemi yapılmış olur. Yağı alınmış ve yüzey oksit tabakası temizlenmiş alüminyum malzeme kromat kaplamaya ve sonrasında boyama işlemine hazır hale gelmiş olur.
Alüminyum Kromat ve Uygulamaları
Alüminyum üzerine uygulanan kromat kaplamanın amacı boyaya daha iyi tutuculuk sağlamak ve korozyon direncini arttırmaktır. Kromat kaplama veya kromsuz kaplama türlerinin tamamı daldırma veya püskürtme olarak yapılabilir. Yaygın olarak sarı kromat kullanılmasına rağmen çevre açısından kromsuz pasivasyon ürünleri son zamanlarda daha çok tercih edilmeye başlanmıştır.
Sarı kromat kaplama ile çok iyi bir boya tutunma ve korozyon direnci elde edilir. Krom +6 halinde bir kaplama oluşur. Kromat banyosu da Krom +6 dan oluşur. Arıtma yapılmalı ve bu işlem sırasında Krom +6 nın Krom +3 e dönüştürülmesi gerekir.
Yeşil ve şeffaf kromatlama işleminde banyo Krom +6 içerir. Alüminyum üzerinde oluşan kaplama ise ağırlıklı olarak Krom +3 şeklindedir. Ancak banyonun arıtma esnasında, sarı kromat banyolarında gerektiği gibi, Krom +3 dönüşümü yapılmalıdır.
Kromsuz kaplama işlemlerinde Zirkonyum, Titanyum ve bağlayıcı bazlı ürünlerle kaplama sağlanır. Bu tip banyolarda kaplama / pasivasyon banyosunun ve durulama banyolarının su kalitesi önemlidir. Deiyonize su kullanılması gereklidir. Taşınmalardan kaynaklı durulama suyu iletkenliklerinin artması engellenmeli, sürekli tazeleme yapılmalıdır.
Pasivasyon Neden Kullanılır?
Pasivasyon işlemi fosfat kaplama hatlarının son aşamasında kullanılır. Durulama suyuna sertlik veren iyonların olumsuz etkisini ortadan kaldırmak ve fosfat kaplama üzerinde ek bir korozyon direnci sağlamak amacıyla faydali bir uygulamadır.
Boya öncesi veya koruyucu yağlama öncesinde kullanımıyla tuz testi sonuçlarında belirgin bir artış elde edilir.
Vibrasyon Kimyasalları ve Uygulamaları
Rotofinish / vibrasyon makinelerinde kullanılan vibrasyon kimyasalları genelde küçük parçaların çapak alma, yağ alma, parlatma ve korozyondan korunması için kullanılır. Orta alkali ve asidik yapıda olabilir. Alüminyum, zamak, pirinç, paslanmaz, demir, çelik ve bakır malzemeler için kullanılabilir.
Metal parçalar boyaya girecek ise yağ alma ve çapak alma işlemi yapılır. Aynı makinede asidik kimyasallar kullanılarak parçaların yağı alınır. Çapak alma taşları yardımı ile köşelerdeki çapaklar temizlenmiş olur. Aşınma sağladığı için boya tutunması daha kolay olur. Genelde zamak, alüminyum ve pirinç gibi parçalarda ise çapak alma ve parlatma işlemi yapılır. Çapakları rotofinish makinesinde alınan parçalar daha sonra parlatma işlemi için makineye alınır. Parlatılan parçalar korozyona karşı dirençli olur.
Taşlama Kimyasalları ve Uygulamaları
Taşlama kimyasalları, talaşlı imalatta taşlama işlemi yapılan makinelerde kullanılan hafif alkali yapıda ürünlerdir. Taşlama makinesinde işlenen metal parçanın ve işleme taşının birbirine sürtmesinden dolayı ısınma meydana gelir. Amaç ısınmayı azaltıp makineyi ve parçaları aşınma ve paslanmadan korumaktır. Demir, çelik, döküm, bakır ve alüminyum malzemeler için kullanımı uygundur.
Taşlama sıvıları metal ve taş ile birlikte çalışarak aynı zamanda ortamın kaydırıcı olmasını sağlar. Sürtünme katsayısını düşürerek ısınmayı engeller.
Boya Sökücüler ve Uygulamaları
Boya sökücü ürünler, ağırlıklı olarak elektrostatik toz boya ve yaş boyama işlerinde uzun süre boyaya maruz kalan askı aparatlarının üzerindeki boyaları sökmek için kullanılır. Hatalı parçaların boya sökme işlemleri için de kullanımı mevcuttur. Alüminyum, demir, çelik, bakır ve zamak gibi parçalar için kullanımı uygundur.
Boya aparatları üzerindeki boya miktarı zamanla artar. Artan bu boya sökülmez ise hem rahat çalışılamaz duruma gelir hem de iletkenliği azaltarak boya sarfiyatını arttırmaya başlar. Bu nedenle boya aparatları belli aralıklarla boya sökücü ürünleri ile temizlenmelidir.
Boya sökücü kimyasallar genelde solvent bazlıdır ve ortam sıcaklığında çalışır. Her türlü metal için kullanılabilir. Parçanın üzerindeki boya miktarına, rengine ve kimyasal yapısına göre işlem süresi değişebilir. Solvent bazlı boya sökücü ürünlerin kapalı bir kapta kullanılması uçuculuğu azaltır.
Alkali bazlı boya sökücülerin 80 ºC - 120 ºC gibi yüksek sıcaklıklarda çalışması gerekir. Su ile seyreltilebilen bu tip ürünlerin banyo hazırlama konsantrasyonu %30 - 50 arasındadır. İşlem süresi parça üzerindeki boyanın kalınlığına ve özelliklerine bağlı olarak değişkenlik gösterir.
Pas Sökücüler ve Uygulamaları
Pas sökme işlemi, genelde asidik kimyasallarla metali pastan ve oksit tabakasından temizleme işlemidir. Farklı asitler, farklı yöntemlerle kullanılabilir.
Metalin cinsine göre uygun pas sökücü kullanılması gerekir. Alüminyum, zamak gibi parçalarda çok fazla belirgin olmayan oksitlenme; demir, çelik ve döküm gibi malzemelerde oldukça belirgin ve sık görülür. Üzerinde pas ve tufal bulunan malzemelere yüzey işlem uygulanamaz. Özellikle demir fosfat, mangan fosfat ve çinko fosfat kaplamak mümkün olmaz.
Pas sökücü ürünler daldırma, püskürtme ve fırçalama yöntemiyle uygulanabilir. Fırça veya elle temizleme ile aynı zamanda metalin yağı da alınmış olur. Daldırma veya sprey olarak uygulanacak ise öncesinde yağ alma işlemi yapılmış olmalıdır. Yağı alınmayan parçaların pas temizliği zor gerçekleşir.
Pas sökücü kimyasalların bazılarında yüzey aktif maddeler ve asit inhibitörü bulunur. Bu ürünlerle yapılan işlemlerde parçanın hem yağı hem de pası temizlenmiş olur. Ayrıca asit inhibitörü çalışma banyosunun ömrünü uzatır ve metalin fazla aşınmasını engeller.
Pas sökücü ürünler genelde ortam sıcaklığında çalışırlar. Yüksek sıcaklıkta pas sökme işlemi daha kısa sürede gerçekleşir.
Asit İnhibitörleri ve Uygulamaları
Asit korozyon inhibitörleri asitlerin etkinlik süresini uzatmak ve metal aşınmasını minimuma indirmek için kullanılır. Sülfürik asit, hidroklorik asit, fosforik asit, formik asit, sülfamik asit, asetik asit, oksalik vb. asitler için kullanılabilir.
Galvaniz kaplama, tel çekme ve boru çekme proseslerinde metalin tamamen pas ve tufaldan temizlenmesi için yüksek konsantrasyonda asit kullanılır. Pas ve tufal temizliğinden sonra da metal aşınımı devam eder. Korozyon inhibitör ürünleri bu aşamada işlev görür, metal yüzeyi ile asit çözeltisi arasında bariyer oluşturarak aşınmayı en aza indirir. Gereksiz asit-metal reaksiyonu önlenir ve bu sayede asit buharının çalışma ortamına yayılması da azalmış olur.
Yeraltı sondaj, kuyu açma ve yenileme gibi işlerde hidroklorik asit için yüksek sıcaklık asit korozyon inhibitörü kullanılır.